Food & Beverage
Industry Segment
Maximizing uptime, optimizing output, and keeping quality in check has never been easier. Our solutions for manual and automatic food processing are ready for batching and filling, portioning, and formulation. We provide a full line of equipment ready for hygienically sensitive areas. Our equipment is designed for the latest guidelines of EHEDG, NSF, and 3-A standards and allow efficient cleaning and sanitizing, thus reducing the risk of bacteria and cross contamination.
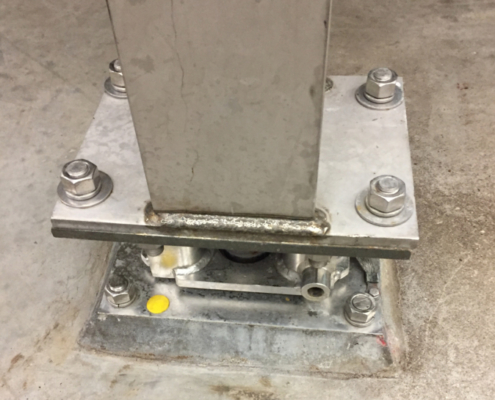
From large-scale batching and formulation to inventory management and packaging, tank and hopper weighing opens a world of possibilities for your facility. Instead of adding a scale and a weighing step to your process, weigh modules let you quickly capture an essential weight without interrupting your process.
Static charges created by some dry ingredients can wreak havoc on sensitive equipment like loadcells. Our team has the experience needed to create safe and effective grounding systems designed to protect your equipment and project your readings.
FormWeigh from Mettler Toledo provides complete control over the recipe management and material dispensing process, which helps to ensure that each batch is made accurately and efficiently. Operator errors and material waste are eliminated resulting in greater profitability and predictable manufacturing.
Tracking the path of each ingredient and batch is a critical part of food quality and can save millions in recall costs. Our tracking systems and automated batch evidence reporting solutions help you adherence to global food safety standards. Plus, our reporting software Collect+.
In food production a clean hygienic environment is crucial, but that doesn’t make the cleaning process any less of a pain. Our line of hygienic washdown-ready products like nearly indestructible terminals, easy-lift scales, and IP69k rated weigh modules are designed to make your cleaning process quicker and easier.
The fumes and other byproducts created during liquor products like bourbon can create potentially explosive environments. From non-sparking industrial tools to intrinsically-safe weighing equipment, we have equipment specifically designed for the safety of hazardous environments.
Tracking the moisture in your dry ingredients like flour can be the key to a consistent recipe. With efficient heating technology and automatic sample analysis software, our cutting-edge moisture analyzers from Ohaus provide fast and reliable results.
Track the goods moving in and out of your facility using heavy-capacity truck and rail scales from Premier Scales & Systems. For over 50 years, we have served as the area’s expert for heavy-capacity scale sales, service, and calibration. Our rugged lightning-resistant heavy-capacity scales can be custom designed to meet your specific capacity and size requirements.
When high-precision matters, turn to the experts at Premier Scales & Sytems. With our substantial relationship with manufacturers like Mettler Toledo, Ohaus, and AND, we have access to a variety of sizes, capacities, and divisions ready to fit your lab’s needs.
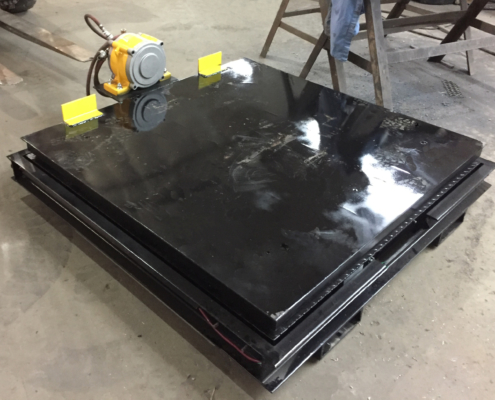
Time-consuming tank calibration is a thing of the past thanks to RapidCal™ calibration. Created by Mettler Toledo, this method simultaneously applies a downward force to each loadcells using a specialized hydraulic system. This method is faster, cheaper, and easier than traditional tank calibrations, plus it reduces contamination risk.
Gone are the days of choosing between accuracy and speed. Thanks to PLC integrated weighing components like the ACT series of weighing transmitter and WMS/WMF series of weigh modules efficient high-speed high-accuracy bottling and packaging is now possible.
Our state-of-the-art lab is equipped to calibrate virtually any pipette brand or model through our mail-in or onsite services. Each pipette calibration is NIST traceable and can either be performed to customer-specified standards or ISO/IEC 17025 upon request.
Our ISO/IEC 17025 accredited lab provides complete pH meter and pH reader calibration services. All pH calibration services can be performed at your facility using our mobile calibration unit or performed in our state-of-the-art calibration laboratory.